 技术论坛
技术论坛
-
 09-07
09-0710大类36个螺杆空压机常见故障及处理方法
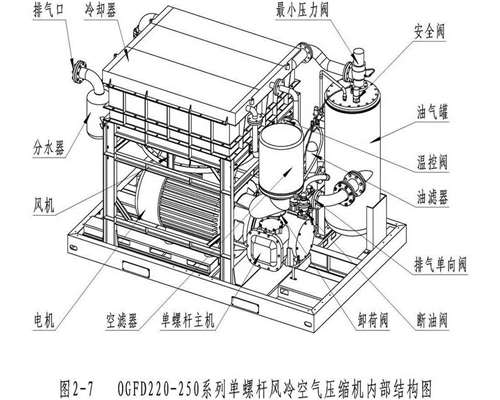
10大类36个螺杆空压机常见故障及处理方法 1.启动/跳机类常见故障及处理 2.加/卸载类常见故障及处理 3.超电流/过载常见故障及处理 4.高、低温类常见故障及处理 5.振动/异响类常见故障及处理 6.油、水相关常见故障及处理 7.排气压力类常见故障及处理 8.密封/泄露常见故障及处理 9.进气阀常见故障及处理 10.安全阀类常见故障及处理
-
 09-07
09-07空压机电气讲义
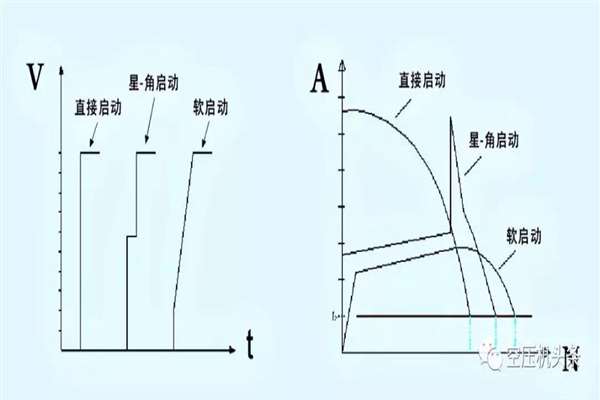
空压机电气讲义 《空压机培训100课》连载,以问答的形式将空压机行业需要用到的知识归纳总结,呈现给大家。本课程文章均为原创创作或整理。如需转载请注明来源本号,谢谢! 空压机的电源要求: • 供电稳定:启动时±10%, 运行时±6% • 电缆规格有余量 • 符合电机额定电流的保险丝/断路器和热继电器,断路器要选择热保护类型。 如果现场供电稳定性低于上述要求,一般的解决方案: • 调整变压器的调波位置(5%高中低三档) • 增大变压器容量,减小变压器内阻 • 移近设备到变压器的距离 • 选较大规格的电缆线,减小线路电阻; 电压降超标可能损坏装置: 90%的电压降可能造成: • 启动/运行转矩降低19% • 全负载速度降低1.5% • 全负载电流增加11% • 全负载温度增加7℃ 电源1%的不稳定可能会造成: • 全负载效能降低2% • 全负载速度微降2% • 全负载电流增加1.5% • 全负载温升增加2% 2常规电机启动方式 直接启动 • 电动机与进线电源通过断路器或刀闸开关直接连接,启动时为全电压、全转矩; • 交流接触器提供必要的控制。优点是接线简单,缺点是启动电流达到7倍左右额定电流,只能用于较小负载,如空压机风机电机等。 星形—三角形降压启动 • 星形连接绕组:电压降为全电压的57%,转矩及电流降低为全负载的33%; • 三角形连接绕组:电压为全电压,转矩为全负载转矩,电流为电机额定电流。 正常情况下,星—三角形降压启动时,启动电流为额定电流的2.5—3倍左右,在星—三角形切换瞬时电弧电流可达5—7倍额定电流。 在星—三角形启动电气线路中有机械和电气联锁装置以防电源短路。 自耦减压器和频敏变阻器降压启动方式 • 自耦减压器降压启动方式有多种电压抽头,可供选择不同启动转矩 • 频敏变阻器启动的电机必须为绕线式,根据转子电流的频率变化而减小启动电流。 3电机软启动方式 软启动器采用三相反并联晶闸管作为调压器,启动电动机时,晶闸管的输出电压逐渐增加,电动机逐渐加速,直到晶闸管全导通,电动机工作在额定电压的机械特性上,实现平滑启动,降低启动电流。 ■ 软启动器启动与传统启动方法的优点: 软启动器启动平稳,没有突跳问题产生; 软启动器启动有多种启动程序的设定可供选择; 软启动器启动自带电子保护装置,可精确保护设备,并有各种故障自诊断能力; 软启动器是电子无触点工作方式,电器件不易损坏; 可节省交流接触器等电器件; 可在50℃温度下工作,满足压缩机工作环境要求 ; 相比较于变频器,软启动器价格适中。 4空压机变频驱动 变频器实现电机的软启动只是其功能中的很小部分。对于空压机这种近似于恒转矩负载来说,变频实现调速进而减少空压机卸载、空载的能源浪费,从而实现节能的效果非常明显。 空压机应用变频的优点主要有: • 电机可实现软启动,减小启动冲击;• 频率可变,调节空压机转速,控制气量,实现气压恒定;• 减少空压机频繁加卸载,节能能耗,减轻设备磨损; • 当多台压缩机运行时,用一台变频空压机机配合使用,既能恒压供气,又能节省投资,并能节约能源。 变频器拖动压缩机在低速运转时,冷却变差,要选择变频电机; 因为压缩机在运转时有一定负载转矩,因此要设定最低转速(频率)。 变频器按工作原理可分为: • V/f控制 V/f控制变频器就是保证输出电压跟频率成正比的控制这样可以使电动机的磁通保持一定,避免弱磁和磁饱和现象的产生,多用于风机、泵类节能,用压控振荡器实现。 异步电动机的转矩是电机的磁通与转子内流过电流之间相互作用而产生的,在额定频率下,电压一定降低频率,磁通变大,磁回路趋向饱和,严重时将烧毁电机。当频率与电压要成比例地改变,使电动机的磁通保持一定,避免弱磁和磁饱和现象的产生。 • 转差频率控制 转差调速即改变异步电动机的滑差来调速,滑差越大速度越慢,绕膝是电机转子串电阻,转差频率控制技术的采用,使变频调速系统在一定程度上改善了系统的静态和动态性能,同时它又比矢量控制方法简便,具有结构简单、容易实现、控制精度高等特点,广泛应用于异步电机的矢量控制调速系统中。 • 矢量控制 依据直流电动机调速控制的特点,将异步电动机定子绕组电流按矢量变换的方法分解并形成类似于直流电动机的磁场电流分量和转矩电流分量,只要控制异步电动机定子绕组电流的大小和相位,就可以控制励磁电流和转矩电流,这样控制交流异步电动机的转速就像控制直流电动机一样,得到良好的调速控制效果。 它的主要特点是低频转矩大、动态响应快、控制灵活,一般是应用在恶略的工作环境、要求高速响应和高精度的电力拖动的系统等。
-
 09-07
09-07空压机水冷却器清洗详解
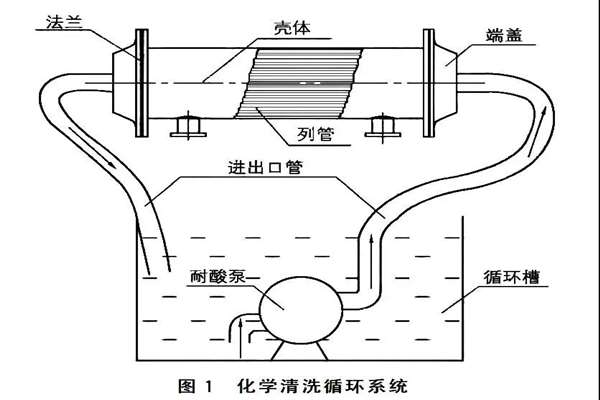
空压机水冷却器清洗详解 水冷式空压机以其对环境依赖少、散热稳定,在大型项目中得到广泛应用。但如果冷却水质差、硬度高,冷却器长时间运行容易在列管上结垢,影响冷却效果。 如何清洗冷却器,确保空压机安全、平稳的运行?本文介绍了一种先人工清洗再进行化学冲洗的清洗工艺。效果好、劳动强度低、操作简便,可以满足冷却器高效清洗目的。
-
 09-04
09-04空压机油气分离器
空压机油气分离器 油气分离器工作原理 油气分离一般是由油气桶的一次分离和油气分离器的二次分离组成。从空压机主机排气口出来的油气混合物进入油气桶,油气混合物中的大部分油在离心力和重力作用下,落到罐体底部,含有油雾的压缩空气则必须通过油气分离滤芯的微米及玻纤滤料层过滤进行二次分离。油微粒经过滤材的扩散作用,直接被滤材拦截以及惯性碰撞凝聚等机理,使压缩空气中的悬浮油微粒很快凝聚成大油滴,在重力作用下油集聚在油分芯底部,通过底部凹处二次回油管进口返回主机润滑油系统,从而使空压机排出更加纯净无油的压缩空气。 油气分离芯的更换标准 01 寿命周期 实际使用时间达到设计寿命时间后更换。油气分离芯使用寿命通常为4000-8000小时,到期后必须予以更换。 02 设备报警 设计使用寿命期限内堵塞报警后立即予以更换,油气分离芯堵塞报警设定值通常为0.8-1.0bar。
-
 09-04
09-04三大常见空压机润滑系统特点
三大常见空压机润滑系统特点 空压机型式多样,用途广泛,而空压机类型的不同,则对润滑的要求变化很大。在空压机部件中,润滑油起到防止磨损、密封、冷却,使空气对润滑油粘度影响和添加剂与空气反应最小化,以及防止腐蚀等作用。
-
 09-04
09-04万用表测电机是否烧坏
万用表测电机是否烧坏 如何用万用表测水泵电机线圈是否烧坏,判断电机的好坏要测量线圈绕组之间有无断路、短路现象和绝缘电阻三个条件。先要查看电机是三相电机还是单相电机,三相电机各相绕组的阻值是一样的,而单相电机各相绕组阻值是不一样的。
-
 09-04
09-04如何选用微油润滑还是无油空气压缩机
如何选用微油润滑还是无油空气压缩机 我需要无油压缩机吗? 选择压缩机的第一步是评估设备的需求。有些情况下,油污染的后果太高,这种情况下选用无油空气压缩机是必要的。但大多数的制造业、工业工厂和小作坊适用于使用油润滑压缩机,因为这些应用场合油污染的后果不会像食品生产设施被有污染了的后果那样严重。空压机中的油的作用是润滑、密封和冷却压缩空气。如果没有确切的需要用到无油压缩空气,更经济的方法是采用油润滑的压缩机如喷油螺杆压缩机。无油压缩机相比油润滑压缩机价格要高得多。虽然压缩空气中有微量的油,但这些油可以通过使用适当的空气过滤产品进行过滤。使用聚结过滤器可将压缩空气中所含灰尘大小净化至0.01微米,如果再加上活性炭过滤器进一步净化,可达到空气洁净等级1级的要求。 如何评判空气洁净等级? 无油空气压缩机用于生产各种对油敏感的产品,如半导体、药品和纸张。在这些产品生产过程中,即使是微量的油也可能对产品甚至人产生不良影响。0级无油(Class 0)和“技术无油”通常用来表示压缩机满足某些标准的无油要求。尽管这些术语是相似的,但如果不加以考虑它们的关键区别,可能会导致意想不到的后果。为了更好地理解这一切,让我们更深入地看看“无油”的含义。无油是用来描述压缩机的压缩腔不使用任何润滑的压缩机,这个术语描述的是一种类型的压缩机。而0级和“技术无油”则表示空气被过滤后的的洁净程度。这两者之间有一些重要的区别,将在本文后面解释。国际标准化组织(ISO)为民用、工业用和商用产品制定了全球标准。压缩空气行业也有自己的一套ISO标准。根据最终的空气洁净度(由每立方米的颗粒数量并考量颗粒大小来决定),压缩空气洁净等级ISO分为0-5共六个等级。1991年最初版本的ISO压缩空气纯度标准是由过滤器制造商制定并为他们的过滤器产品量身定制的,该版本的标准按含油量将洁净度只分了5个等级,其中最好的是1级。 ISO洁净度1级:技术无油洁净度1级的压缩空气规定了在1bar (a)和20℃下,含油量为0.01 mg/m3,通过过滤手段实现压缩空气符合这个标准时被称为实现了“技术上的无油”,该标准是在2001年进行了修订并于2010年进行了更新。现行标准规定了油含量(气溶胶、液液态油和油蒸汽)的限值,并规定了油蒸气的具体测量标准。 ISO洁净度0级:真无油ISO新标准增加了洁净度的一个新的级别(0级class 0)以满足更严格的质量要求。0级洁净是最洁净的等级。他们可以保证100%无油空气。业内有一些错误的说法,宣扬带过滤器的油润滑压缩机,称其为“技术上的无油”,并声称空气质量往往比无油压缩机更好。这些声明是不真实的,当真正需要0级洁净空气却使用了只能达到1级标准的空气时可能会导致敏感产品和设备的意外损坏。当选择无油压缩机时,请确保选择0级无油压缩机,而不是“技术无油”的产品。虽然0级无油压缩机的初始价格通常较高,但在敏感应用这个选择安全得多。如果是0级压缩空气,可以确保您的终端设备绝对不会受到污染,并确保您的设备资产受到保护。在选择无油或有油润滑的空气压缩机时,最好的做法总是寻求压缩空气专业人士的建议。
-
 09-04
09-04空压机润滑油知识
空压机润滑油知识 空气压缩机油按压缩机的结构型式分往复式空气压缩机油和回转式空气压缩机油两种,每种各分有轻、中、重负荷三个级别。空气压缩机油按基础油种类又可分为矿油型压缩机油和合成型压缩机油两大类。
-
 09-04
09-04润滑油乳化
润滑油乳化 空压机为制造业提供优质的压缩空气,是工厂的重要动力来源。润滑油乳化是空压机常见的问题之一,严重影响着压缩机的使用,本文以螺杆空压机为例,解析空压机润滑油乳化及解决办法。
-
 09-04
09-04空气制氮,压缩机的选型与配置
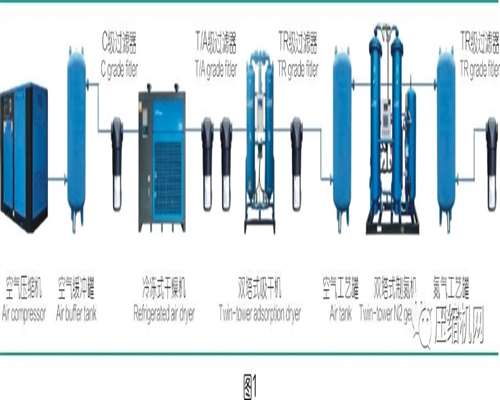
空气制氮,压缩机的选型与配置 空气是由78%的氮气,21%的氧气以及1%的稀有气体和杂质组成。氧气是人们赖以生存的气体,而氮气取之不尽,用之不竭,如今越来越受到欢迎,目前已被广泛应用于粮食仓储、金属热处理、石油化学工业、玻璃工业等诸多领域。本文给大家重点介绍如何从空气中分离氮气及PSA制氮机选型相关的知识。




